| 1 - токарный станок |
|
| 6 – номер группы по классификации ЭНИМС (6 - токарно-винторезный) |
|
| Н – поколение станка |
|
| 198 – высота центров над станиной |
|
| Т - тяжелый токарный |
|
| Ф3 - система ЧПУ |
|
Токарно-винторезный станок 16Н198ТФ3 является универсальным оборудованием для точной обработки металлических изделий в полном соответствии с международными стандартами качества. К объективным преимуществам станков данного типа можно отнести удобное управление, широкие функциональные возможности и превосходные эксплуатационные показатели, которые гарантируют высокие результаты и максимальную эффективность при правильном использовании на ремонтных, производственных и других металлообрабатывающих предприятиях. Стоит отдельно отметить, что токарно-винторезный станок 16Н198ТФ3 имеет станину жесткой формы с калеными, шлифованными направляющими.
Обеспечивает возможность обработки заготовок типа дисков, колец и фланцев. Как правило, станки токарные винторезные применяются для выполнения технологических операций различной сложности с наружными и внутренними поверхностями деталей, включая тела вращения, имеющих разнообразный профиль оси. Помимо этого, станок токарный 16Н198ТФ3 очень часто используется для быстрой и удобной нарезки левой и правой резьбы (метрической, дюймовой, модульной и питчевой), полностью обеспечивая нужды предприятий всех отраслей современной промышленности.
Элементные базы состоят из:
- жёсткой виброустойчивой станины;
- корпуса передней бабки;
- корпуса задней бабки;
- корпуса подвижного фартука;
- суппортной группы (каретка, суппорт, резцовые салазки с резцедержателем).
Основные узлы и агрегаты:
- передняя бабка (коробка скоростей с рабочим шпинделем);
- задняя бабка (с выдвижной пинолью);
- коробка подач;
- механизм продольного перемещения фартука;
- механизмы поперечного перемещения суппорта;
- механизм перемещения салазок с резцедержателем;
- электрооборудование.
Токарные станки с модификацией (Ф3) предназначены для обработки наружных и внутренних поверхностей деталей со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Устройство ЧПУ (Ф3) станка обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ, в исполнении для встраивания в гибкие производственные модули, а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Основные преимущества станков с ЧПУ:
1. Производительность станка повышается в 2-3 раза по сравнению с производительностью аналогичных станков с ручных управлением.
2. Достигается высокая точность при обработке деталей.
3. Снижается потребность в квалифицированных кадрах, а подготовка производства переносится в сферу инженерного труда.
4. Детали изготовленные по одной программе, являются взаимозаменяемыми.
5. Существенно сокращаются сроки подготовки для изготовления новых изделий.
| Базовая комплектация 16Н198ТФ3 |
Дополнительное оборудование 16Н198ТФ3 |
1. Станок в сборе |
1. 4-х кулачковый патрон с независимым перемещением кулачков |
2. Электрический шкаф |
2. Конусная линейка |
3. Защитный экран |
3. Выемка в станине (ГАП)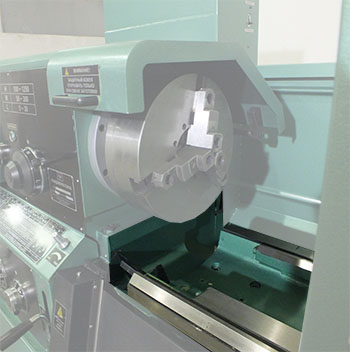 |
4. Лампа местного освещения |
4. Пневмоподушки задней бабки (для облегченного перемещения) |
5. Защитное ограждение патрона |
5. Сервопривод вращения шпинделя (бесступенчатое изменение оборотов вращения шпинделя) |
6. Система охлаждения инструмента (Эмульсол) |
6. Задний резцедержатель |
7. Патрон токарный 3-х кулачковый |
7. Станочная оснастка и аксессуары |
8. Шестерни гитары деления |
8. Морская упаковка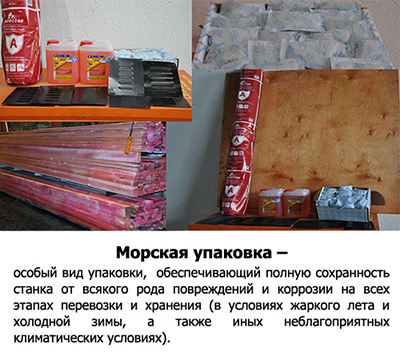 |
9. Механизированный привод верхней части суппорта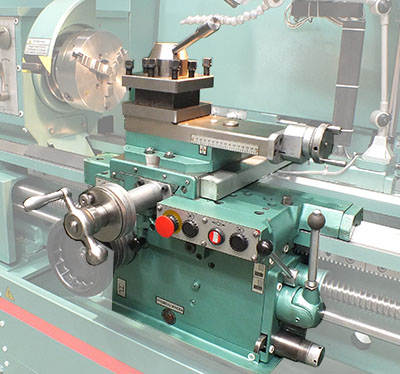 |
|
10. ЗИП (зап.части, инструмент, принадлежности)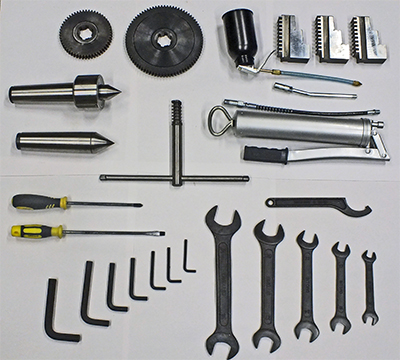 |
|
| 11. Руководство по эксплуатации |
|
СРАВНИТЕЛЬНЫЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Модель |
16Н128ТФ3 |
16Н148ТФ3 |
16Н168ТФ3 |
16Н198ТФ3 |
16Н208ТФ3 |
| Макс диаметр обрабатываемой заготовки над станиной, мм |
1280 |
1480 |
1680 |
1980 |
2080 |
| Макс диаметр обрабатываемой заготовки над суппортом, мм |
840 |
1040 |
1240 |
1540 |
1640 |
| Расстояние между центрами, мм |
2000; 3000; 4000; 5000; 6000; 8000; 10000; 12000; 16000. |
| Отверстие в шпинделе, мм |
130 |
130 |
130 |
130 |
130 |
| Ширина станины, мм |
1100 |
1100 |
1100 |
1100 |
1100 |
| Диаметр пиноли задней бабки, мм |
260 |
260 |
260 |
260 |
260 |
| Максимальное перемещение суппорта |
| Продольное, мм |
600 |
600 |
600 |
600 |
600 |
| Поперечное, мм |
800 |
800 |
800 |
800 |
800 |
| Пределы частот вращения шпинделя / количество |
5-20; 15-60; 25-100; 65-250. IV ступени |
| Мощность главного привода, кВт |
30 |
30 |
30 |
30 |
30 |
| Скорость быстрых перемещений суппорта |
| Продольное, мм/мин |
4000
|
4000 |
4000 |
4000 |
4000 |
| Поперечное, мм/мин |
3000 |
3000 |
3000 |
3000 |
3000 |
| Количество позиций инструмента |
4,6,8 |
4,6,8 |
4,6,8 |
4,6,8 |
4,6,8 |
| Точность позиционирования |
| Продольное, мм |
0.05 |
0.05 |
0.05 |
0.05 |
0.05 |
| Поперечное, мм |
0.03 |
0.03 |
0.03 |
0.03 |
0.03
|
| Повторяемость |
| Продольное, мм |
0.025 |
0.025 |
0.025 |
0.025 |
0.025 |
| Поперечное, мм |
0.012 |
0.012 |
0.012 |
0.012 |
0.012 |
| Точность повторяемости инструмента, мм |
0.005 |
0.005 |
0.005 |
0.005 |
0.005 |
 |
Масса, кг
|
Габариты, мм |
| 22000 |
7300х3000х2500 |