| 1 - токарный станок |
| Н – поколение станка |
| 6 – номер группы по классификации ЭНИМС (6 - токарно-винторезный) |
| 9 – лоботокарная подгруппа |
| 20 - максимальный диаметр заготовки |
| Ф3 - система ЧПУ (Fanuc, Siemens, Balt-system, Delta, Omron, Mitsubishi) |
Лоботокарные станки применяется для токарной обработки внутрених и наруэных торцевых поверхностей, деталей большого диаметров с возможностью нарезания торцевых резьб.
Лоботокарные с маркетным столом: имеется возможность изменять зону обработки засчет смещения блока суппортов по маркетному столу. Верхний суппорт не поворотный.
Элементные базы состоят из:
- жёсткой виброустойчивой станины;
- корпуса передней бабки;
- корпуса подвижного фартука;
- суппортной группы (каретка, суппорт, резцовые салазки с резцедержателем).
Основные узлы и агрегаты:
- передняя бабка (коробка скоростей с рабочим шпинделем);
- механизм продольного перемещения фартука;
- механизмы поперечного перемещения суппорта;
- механизм перемещения салазок с резцедержателем;
- электрооборудование.
Лоботокарные станки с модификацией (Ф3) предназначены для обработки наружных и внутренних поверхностей деталей со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Устройство ЧПУ (Ф3) станка обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ, в исполнении для встраивания в гибкие производственные модули, а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Основные преимущества станков с ЧПУ:
1. Производительность станка повышается в 2-3 раза по сравнению с производительностью аналогичных станков с ручных управлением.
2. Достигается высокая точность при обработке деталей.
3. Снижается потребность в квалифицированных кадрах, а подготовка производства переносится в сферу инженерного труда.
4. Детали изготовленные по одной программе, являются взаимозаменяемыми.
5. Существенно сокращаются сроки подготовки для изготовления новых изделий.
| Базовая комплектация 1Н6920Ф3 |
Дополнительное оборудование 1Н6920Ф3 |
1. Станок в сборе |
1. 4-х кулачковый патрон с независимым перемещением кулачков |
2. Электрический шкаф |
2. Транспортер стружкоудаления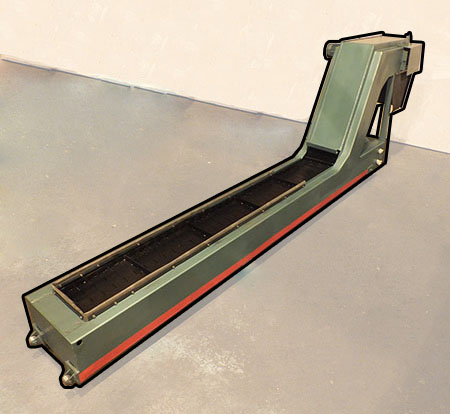 |
3. Защитный экран |
3. Механизированный привод верхней части суппорта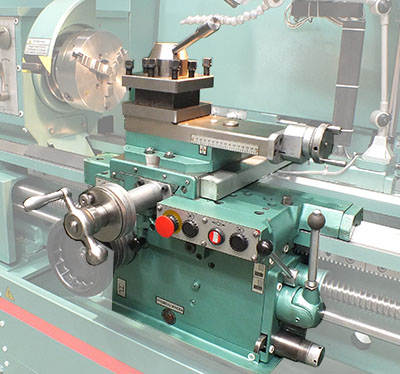 |
4. Лампа местного освещения |
4. Клиновая опора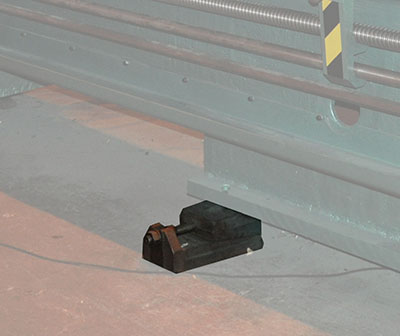 |
5. Защитное ограждение патрона |
5. Сервопривод вращения шпинделя (бесступенчатое изменение оборотов вращения шпинделя) |
6. Система охлаждения инструмента (Эмульсол) |
6. Задний резцедержатель |
7. Патрон токарный 3-х кулачковый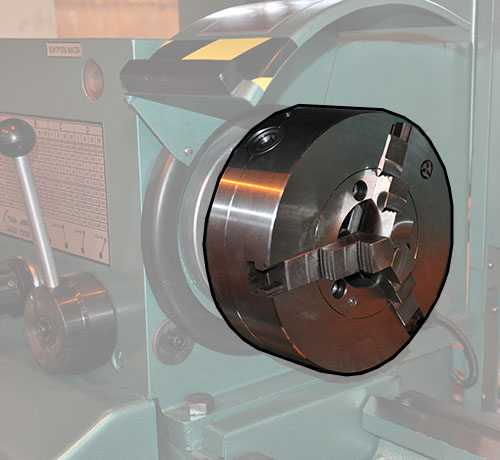 |
7. Станочная оснастка и аксессуары |
8. ЗИП (зап.части, инструмент, принадлежности)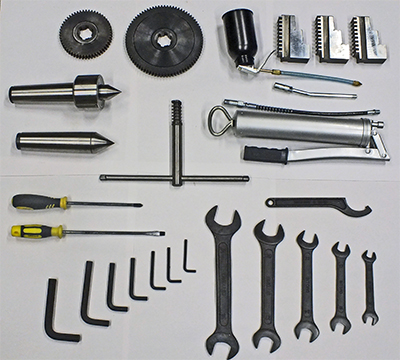 |
8. Морская упаковка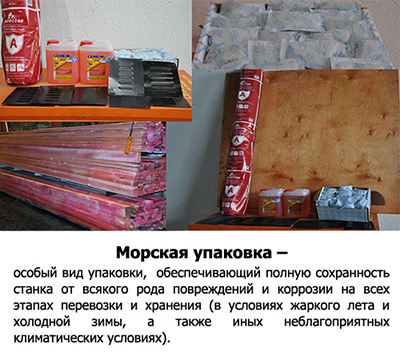 |
| 9. Руководство по эксплуатации |
|
СРАВНИТЕЛЬНЫЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Модель |
1Н697Ф3 |
1Н6910Ф3 |
1Н6920Ф3 |
| Диаметр патрона, мм |
800 |
1250 |
1600 |
| Максимальный диаметр заготовки, мм |
700 |
1000 |
2000 |
| Диаметр шпинделя, мм |
190 |
200 |
200 |
| Максимальная длина заготовки, мм |
700 |
1000 |
850 |
| Горизонтальный ход ползуна, мм |
500 |
750 |
800 |
| Вертикальный ход ползуна, мм |
700 |
800 |
850 |
| Мощность основного двигателя, кВт |
7,5 |
15 |
22 |
| Мощность двигателя скоростей подач, кВт |
1,5 |
1,5 |
1,5 |
| Диапазон скоростей, об/мин |
100~300 |
10~110 |
4~80 |
| Максимальный вес заготовки, кг |
1000 |
2000 |
3000 |
| Масса станка, кг |
5000 |
8000 |
10000 |
 |